New Technologies, New Risks: Edge Ribbon Cracking
By Claire Kearns McCoy and George Touloupas
This article was originally published in pv magazine – April 2022 edition.
As the PV module market shifts toward higher-efficiency modules, with half-cut cells and multi-busbar designs with round wires, it is important to continue to consider the reliability risk associated with changes in module design. While performing EL inspections in the field, a new type of microcrack associated with the combination of these technologies has been spotted, known as edge ribbon cracks. They have been seen to grow during shipping and installation. Claire Kearns-McCoy and George Touloupas of CEA offer a closer look.
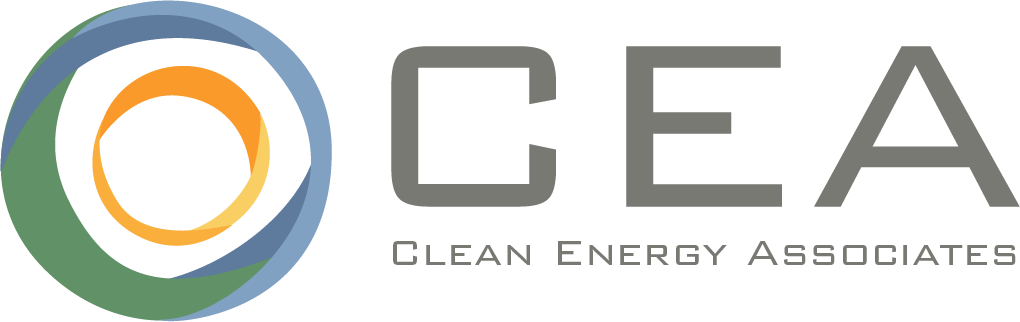
Image 1: CEA has noted that cell cracks can begin to form at the point where interconnect ribbons cross the edge of the cell, and are initially so small as to be difficult to spot even in EL imaging (left image). Further stress on the cells during handling, installation and operation can cause the small cracks to propagate into more serious, performance-threatening issues.
Edge ribbon cracks are cell cracks that form at the point where the interconnect ribbon (or wire) crosses the edge of the cell. CEA has found these cracks to be most common in modules with multi-busbar or wire interconnects and half-cut cells. These cracks most often form at the cut edge of the cell, but CEA has documented that the edge ribbon cracks can form at the uncut edges of the cells in modules with tiled cells.
The root causes of these cracks are not entirely clear, but we believe that they are due to the cutting of the cells via laser ablation, which reduces the mechanical strength of the silicon wafer, the tabbing-stringing process (where excessive pressure can be applied by the wires on the cell edge and create stresses), and/or the overlapping layers of material in the case of tiling. These stresses can create microcracks during manufacturing where factory electroluminescence (EL) inspections can screen them. However, most alarmingly, we have indications that they can initially go undetected and develop into cracks during transportation and handling where mechanical stresses can initiate the cracks, starting from the stress points where the wire ribbon crosses the cell edge.
To further understand the prevalence of this issue, CEA compared data from post-shipment inspections at seven project sites with half-cut cell modules from top-tier PV manufacturers. These inspections were conducted between April and December 2021 at sites in the United States and Europe. Edge ribbon cracks were identified at six of the seven projects analyzed, and at four of the seven, more than 45% of the modules tested were affected by edge ribbon cracks.

Figure 1: Percentage of modules with edge cracks
Post-shipment testing
In modules tested post-shipment, the majority of the edge ribbon cracks were in the form of small line cracks with a length of less than 10 mm. The small size of these cracks makes detection challenging as high resolution EL images are required. The small size also means that at the time of detection, cracks are not likely resulting in module power loss or other reliability risks. However, it is important to consider the risk of the cracks propagating as the modules are exposed to stresses during transportation, installation and the 25 to 30 year operational lifetime of a PV module.
CEA conducted post-installation EL testing on a sample of modules from the same population as the post-shipment (pre-installation) sampling of four of the sites studied. One site, Site C, did not have any edge ribbon cracks in the pre-installation images. No evidence of new edge ribbon cracks was observed at any of the four sites, but evidence of crack growth in the existing edge ribbon cracks was seen. At all three sites with pre-installation edge ribbon cracks, the proportion of modules with only edge ribbon cracks <10 mm decreased, while the proportion of modules with line cracks >10 mm or branch cracks initiated increased. Cracks not initiated at the ribbon at the edge of the cell were excluded. [Read: How to Use Electroluminescence (EL) Imaging to Detect Module Installation Damage]

Figure 2: Edge ribbon cracks - growth during installation
The development of branch cracks is most concerning for the future reliability of these modules. Compared to line cracks, branch cracks are associated with an increased likelihood of portions of the cell becoming electrically isolated resulting in the potential for module power loss and formation of cell hotspots.
An important conclusion from this investigation is that the small edge ribbon cracks seen in the post-shipment images should not be ignored. Crack propagation was seen during installation, and it is likely that additional cracks will propagate as the modules are exposed to stresses during operation as a result of thermal cycling and wind loading. Additional post-shipment EL inspection for modules that are at risk for these cracks is critical for buyers as this type of crack may not always be detectable during EL inspection at the factory.
George Touloupas is CEA’s Senior Director of Technology and Quality for solar and storage. He leads projects centered on developing CEA’s internal quality standards, researching new production technologies, and developing new services. He has an extensive background in PV manufacturing, as well as downstream experience.
Claire Kearns-McCoy is a Senior Project Manager and Solar Engineer with CEA. She has extensive experience in conducting and analyzing electroluminescence (EL) imaging field tests. She has participated in projects and interpreted test results covering more than 65,000 PV modules.









